- 技术交流
Technology
1 引言
长期以来,硅砂一直是造型制芯的最主要的基础材料。由于其来源丰富、耐火度较高、与金属熔液不润湿等适于铸造的特性,时至今日,硅砂仍然占据铸造用原砂90%以上。随着对铸件质量、综合成本控制、环境保护等要求的不断提高,硅砂(包括高纯度硅砂和焙烧硅砂)固有的缺点越来越突出:热稳定性差,产生相变容易形成脉纹缺陷;高温下易与氧化铁反应形成铁橄榄石,造成粘砂;耐火度较低,同时容易与氧化锰反应成渣,难于适应中高合金钢、高锰钢的铸造;易于破碎,产生的SiO2粉尘经呼吸后,有造成工人罹患矽肺病的危险。
为了寻求更好性能的原砂,从19世纪40年代以来,铸造工作者开发、研制、推广了数十种特种铸造砂。特种砂一般具有耐火度高、导热性好、热膨胀小、抗熔渣浸蚀能力强等特点。广泛使用的有锆英砂、铬铁矿砂、橄榄石砂、镁砂等等,在铸造上主要用于合金钢或者容易粘砂的碳钢的铸造,常常用于覆膜砂、铸型面砂、涂料、特殊型芯等等,而整条生产线使用的并不多见。这些特种砂一般是通过选矿、破碎、筛分,个别经过煅烧而成,没有成分和组织的改变,一般称为天然特种砂。目前面临资源逐渐匮乏、开采受到限制等等,价格越来越贵。
自上个世纪末开始,日本、中国、德国等一些企业和研究机构以高岭土、铝矾土等为原料,通过造粒、烧结,或者熔融、风碎等工艺生产不同成分、不同物相的陶瓷类球形砂,除了具有天然特种砂的上述优点外,还具有粘结剂用量少、流动性好、透气性好、强度高耐破碎、适应各种造型制芯工艺成线使用的特点,十几年来得到了迅速的推广应用。
2 常见人工特种砂的生产方法、化学成分及矿物相
2.1 常见人工特种砂的生产方法
2.1.1 宝珠砂
宝珠砂最早是由洛阳凯林铸材有限公司在上世纪末本世纪初开发推广的,尽管市场上商品名字五花八门,但只要是以优质铝矾土(Al2O3含量65%-85%)为原料,通过电弧熔融,风碎成球得到的铸造砂都是宝珠砂的范畴。宝珠砂的制造方法是:选取优质铝矾土原料,置于电弧炉中熔融,当熔融液自炉中流出时,用压缩空气流将其吹散,冷却后得到表面光滑的球形或接近于球形的颗粒。
其生产流程如下:
铝矾土→简单破碎→电弧熔融→风碎成球→筛分→混配→宝珠砂成品

图1 铝矾土电弧熔融、风碎 图2 宝珠砂筛分
2.1.2 Cerabeads(CB砂)
美国卡博陶粒(Carbo Ceramics)公司于20世纪80年代研制出一种商品名称为“Cerama-core”的人工烧制的陶瓷球形颗粒,最初作为支撑剂用于油、气工业中。90年代初,美国和日本先后将其用于铸造行业作为锆砂的代用品。日本的制造厂商为伊藤忠陶业株式会社,产品的名称是“Cerabeads”,简称CB砂。
根据日本伊藤忠公司的资料,CB砂的生产流程是:
原料(铝矾土+高岭土)→磨碎制粉→混合,制浆→喷雾造粒→烧结,冷却→破碎→抛光→分筛配制→CB砂成品,具体如图3所示。
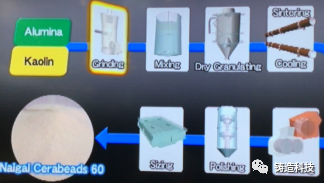
图3 CB砂生产流程图
2.1.3 月砂
2006年,天津中国矿产有限公司与日本花王公司合作,引进技术生产铸造用“月砂”系列球形人造砂,其有三个系列:Spheresand CL莫来石质球形铸造砂,Spheresand BL矾土质球形铸造砂,Spheresand AL白刚玉质球形铸造砂。天津中国矿产有限公司有贵州修文和山西介休两个矿产基地,可大量生产月砂CL--莫来石质球形铸造砂的原料,即高温合成莫来石。
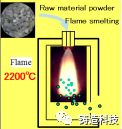
图4 月砂生产示意图(火焰熔融)
以月砂CL为例,其生产流程为:
高温合成莫来石→破碎→火焰熔融→冷却→筛分、配制→成品。
2.1.4 陶粒砂
金刚新材料股份有限公司成立于2007年,位于山东省滨州市邹平县,是目前国内规模最大的石油压裂支撑剂生产基地。近年来该公司利用当地丰富的焦宝石资源,经制粉→造粒→烧结→筛分→级配等工序生产的一种球形人工砂。焦宝石是山东省淄博及周边地区的一种优质耐火黏土,其原矿Al2O3含量38%左右,煅烧后达到44%左右。
表1 常见铸造人工砂的原料和生产工艺
Table 1 Raw materials and production process of popularly used artificial sands
|
|
原料 |
破碎 |
制球 |
烧结 |
熔融 |
破碎、冷却 |
筛分、混配 |
开发时间 |
|
宝珠砂 |
高铝矾土 |
100mm左右 |
/ |
/ |
石墨电极电弧>3000℃ |
/ |
√ |
1999 |
|
Cerabeads |
高岭土+铝矾土 |
磨粉 |
喷雾制球 |
1680℃ |
/ |
√ |
√ |
1993 |
|
月砂CL |
合成莫来石 |
破碎 |
/ |
/ |
火焰熔融2200℃ |
√ |
√ |
2007 |
|
陶粒砂 |
煅烧焦宝石 |
磨粉 |
√ |
1300~1600℃ |
/ |
√ |
√ |
2015 |
表1是四种人工砂的生产工艺的对比情况。图5 是上述几种人工砂的电镜照片。从电
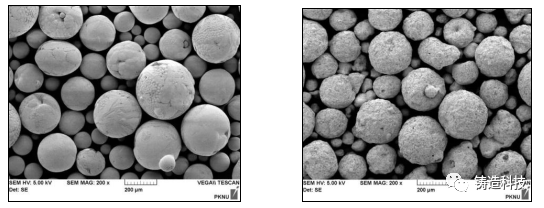
a)宝珠砂 (b)Cerabeads 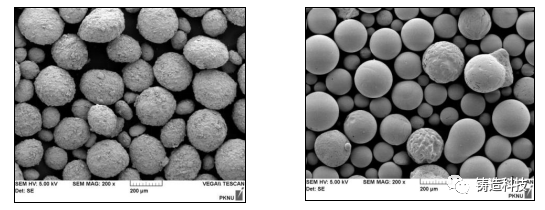
(c)陶粒砂 (d)月砂
图5 几种常见人造砂的电镜照片(200X)
镜图中可以看出,在宏观形貌上,几种人造砂均呈现表面光滑的近似球体,但由于原料以及生产方法的不同,从表面形态微观上看(如图6),砂子的表面状态和圆度还是有所区别。有分析指出,原砂表面的微小凸起和裂纹有利于粘结剂的附着,从而提高强度。
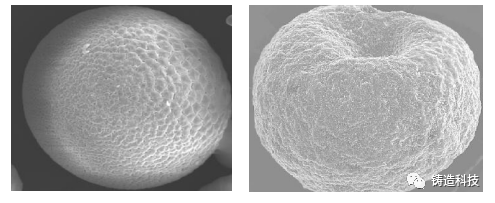
(a)宝珠砂 (b)Cerabeads
图6 宝珠砂和Cerabeads表面微观形貌
2.2 常见人工特种砂的典型化学成分和矿物相
表2 常见人工特种砂的化学成分
|
|
Al2O3 |
SiO2 |
Fe2O3 |
TiO2 |
其它 |
|
宝珠砂 |
≥70% |
8-20% |
≤3% |
≤4% |
≤1% |
|
CB砂 |
61% |
36% |
|
|
|
|
月砂CL |
60-65% |
28-35% |
<1.5% |
<3% |
|
|
陶粒砂 |
≥45% |
≤42% |
≤3% |
≤1.5% |
≤2.5% |
表3 常见人工特种砂的典型化学成分(X光衍射化验结果)
|
原砂种类 |
Al2O3 |
SiO2 |
Fe2O3 |
Na2O |
K2O |
MgO |
CaO |
TiO2 |
|
宝珠砂 |
78.54 |
15.12 |
1.79 |
0.06 |
0.50 |
0.26 |
0.36 |
3.37 |
|
陶粒砂 |
43.20 |
47.70 |
5.01 |
0.53 |
0.16 |
0.68 |
0.79 |
0.87 |
|
CB砂 |
60.10 |
35.90 |
1.09 |
0.45 |
0.37 |
0.00 |
0.44 |
0.74 |
|
月砂 |
61.20 |
32.30 |
1.57 |
0.06 |
0.21 |
0.30 |
1.24 |
2.87 |
从化学成分上看(如表2和表3所示),以上人工砂均属于硅酸铝质耐火材料,矿物相大体遵循Al2O3-SiO2二元相图的原则(如图7所示),主要矿物相及化学性质可参照表4。

图7 Al2O3-SiO2平衡状态图
表4 硅酸铝质耐火材料的主要矿物相及化学性质
|
序号 |
Al2O3含量 |
主要矿物相 |
化学性质 |
|
1 |
SiO2≥93 |
磷石英、方石英、残余石英、玻璃相 |
酸性 |
|
2 |
15-30 |
石英变体、莫来石、玻璃体 |
半酸性 |
|
3 |
30-46 |
莫来石(~50%)、石英变体、玻璃体 |
弱酸性 |
|
4 |
46-60 |
莫来石(60~70%)、石英变体、玻璃体 |
弱酸性 |
|
5 |
60-75 |
莫来石、少量刚玉、玻璃体 |
弱酸性 |
|
6 |
>75 |
莫来石、刚玉、少量玻璃体 |
似中性 |
|
7 |
95-99 |
刚玉、少量玻璃体 |
中性 |
莫来石(Mullite)相是Al2O3-SiO2系中唯一稳定的二元化合物,组成可在3Al2O3•2SiO2和2Al2O3•SiO2之间变化,即Al2O3 含量可在71.8~77.3%范围内波动。莫来石具有以下优良性能:,耐火度高(1870℃);热膨胀低(20~1000℃,5.3×10-6/℃),抗热震性优良;抗化学腐蚀性好;抗蠕变性能优良。莫来石相是铝硅系特种砂具有优良铸造性能的内在根本之一。
刚玉(Corundum)主要成分为Al2O3,具有α、γ、δ等多种晶型,其中α-Al2O3为稳定晶型,属于离子晶体,氧离子做六方最紧密排列,质点间距小,结构牢固,不易被破坏,刚玉具有很高的硬度(莫氏硬度为9级),熔点高达2053℃,化学性质稳定,对酸性、碱性炉渣、金属熔液等有良好的抗浸蚀能力。
对于烧结类的人造砂来说,烧制过程中,Al2O3和SiO2接触部分发生固相反应生成莫来石,未反应完全的SiO2和Al2O3转化为方石英和刚玉。烧成过程中产生的液相固化为玻璃相,在表面张力的作用下形成闭气孔。一般认为,反应烧结形成莫来石的机理是:刚玉先在氧化硅中溶解形核,然后逐渐长大,生长方向朝氧化硅。
根据以上图表,陶粒砂的平衡态矿物相应为“莫来石(50~60%)、石英变体、玻璃体”,月砂CL、Cerabeads的平衡态矿物相应为“莫来石+少量玻璃体”。高铝宝珠砂采用Al2O3含量≥75%的高铝矾土,采用石墨电极电弧熔化,熔融的液体会流到石墨电极的下方,从引流孔排除,之后雾化(风碎或者喷雾急冷)。在空中因为液体的表面张力变成球状粒子,急冷后变成人工砂。由于急冷,没有结晶化,作为非晶质的残留量比较多。这种宝珠砂经过加热、保温,充分结晶化,大量减少玻璃相,可得到矿物相应为“莫来石+刚玉+少量玻璃体”的组织。图8 是结晶化处理的宝珠砂的矿物相分析结果。
以上人造特种砂由于化学成分、生产工艺的不同造成矿物相的不同,各自具有不同的理化性能和热性能。
3 常见人工特种砂的性能
表5 常见人工砂的主要理化性能
|
|
真密度(g/cm3) |
堆积密度(g/cm3) |
莫氏硬度 |
pH值 |
酸耗值(ml/50g) |
灼烧减量(%) |
角形系数 |
安息角(deg) |
|
宝珠砂 |
3.31 |
2 |
8.7 |
7.7 |
<3 |
<0.1 |
<1.06 |
20 |
|
Cerabeads |
2.86 |
1.69 |
5-5.5 |
7.2 |
|
<0.1 |
<1.2 |
31 |
|
月砂CL |
2.84 |
1.68 |
|
8.9 |
2.7 |
0 |
<1.2 |
27.8 |
|
陶粒砂 |
2.66 |
1.62 |
|
|
≤3.5 |
<0.4 |
<1.15 |
30 |
|
硅砂 |
2.7 |
1.58 |
7 |
6.6 |
/ |
|
1.2~1.6 |
43 |
由表5可以看出[2],以上人造特种砂均具有近似球形的粒型,但是熔融风碎法生产的宝珠砂圆度明显好于其他烧结法生产的特种砂,同时,由于宝珠砂堆积密度较大、表面硬度较高,在作为消失模填充砂方面具有独特的优势。
表6 常见人工砂的热性能
|
|
耐火度(℃) |
热膨胀系数(20-1000℃)(10-6/℃) |
热导率(w/m•K)(20-1100℃) |
比热容(J/kg•K) |
热膨胀率(%) |
|
宝珠砂 |
>1800 |
6 |
0.5-0.6 |
2210 |
0.13 |
|
Cerabeads |
1825 |
4.5~6.5 |
0.24-0.5 |
1842 |
0.15 |
|
月砂CL |
|
|
0.5 |
|
|
|
陶粒砂 |
>1750 |
|
0.257-0.335 |
|
|
|
硅砂 |
1710(SiO2≥98%) |
23 |
0.7-0.8 |
1130 |
1.5 |
|
铬铁矿砂 |
1830 |
|
0.65 |
1214 |
0.3-0.4 |
关于蓄热系数的概念:
蓄热系数表示材料的冷却能力(铸造上常说的激冷能力),蓄热系数越大、铸件的凝固和冷却速度也越大,铸件的致密程度提高,粘砂倾向降低。蓄热系数b是材料的密度ρ、热导率λ,比热容c的函数,即:
b=(λ•c•ρ)1/2
这也是锆英砂、铬铁矿砂、宝珠砂等激冷效果好的原因。
以上几种特种人造砂都具有较高的耐火度,较低的的热膨胀率,都可以避免硅砂由于相变产生较大热膨胀造成铸件脉纹的缺陷。但在需要更高耐火度的不锈钢大型碳钢件的场合,较高的耐火度和更光洁的表面质量会取得更好的铸造效果。另外由于烧结法人造砂存在较多闭气孔,使得型砂导热性能差,在铸造低熔点的有色合金时,铸型溃散性不好。
宝珠砂除堆密度低于铬铁矿砂以外,一些主要的热物理性能,如热导率、热膨胀率、耐火度等,都与铬铁矿砂相近。在颗粒形状和耐破碎性方面,则比铬铁矿砂好得多,而价格却只是铬铁矿砂的1/2左右。在综合分析的基础上,不难看出,宝珠砂是铬铁矿砂比较理想的替代材料,目前,已有很多大型铸钢件厂家利用宝珠砂替代铬铁矿砂做面砂,尤其是开发出“30目+细粉”宝珠砂做面砂,取得了更大的经济效益。
对于常见人工砂的性能的研究,随着它们在生产实际中的应用,人们得到了越来越多的了解,除了以上图表中的资料外,中外铸造工作者采用许多方式进行了很多试验和检测,为人工特种砂的推广应用提供了有力的基础支持。
表7是几种常见铸造人工砂通过一种特殊的试验方法得出的抗破碎性能对比。选用宝珠砂、陶粒砂、铬铁矿砂、CB砂、月砂各100g,粒度为过50目不过60目,放置在特制滚筒中,加入20个¢30钢球,以500rpm的转速旋转10分钟和20分钟,分别检测其通过60目筛网的比例,用来比较它们的抗破碎性能。
结果表明,几种原砂的抗破碎性能从优到劣依次为:宝珠砂,陶粒砂,月砂,CB砂,铬铁矿砂。
表7 几种人工砂的抗破碎性能试验数据
|
厂商 |
产品名称 |
60目通过率(%) |
|
|
一次研磨(10分钟) |
两次研磨(20分钟) |
||
|
凯林 |
宝珠砂 |
14.38 |
27.22 |
|
|
陶粒砂 |
17.13 |
27.51 |
|
澳洲 |
Chromite sand |
72.74 |
93.57 |
|
伊藤忠 |
Cerabead CB砂 |
23.50 |
40.78 |
|
天津矿产 |
Lunamos月砂 |
19.23 |
29.43 |
表8是按单位体积加入等量粘结剂时,宝珠砂和陶粒砂的树脂砂抗拉强度对比,可以看到,不论1小时后、2小时后,还是24小时后的抗压强度,陶粒砂都与宝珠砂相去甚远,均相差一半以上。这应该是由于不同的表面形貌、表面缺陷状况以及粒形的差别造成的。
表8 宝珠砂和烧结陶瓷砂树脂砂强度试验结果
|
项目 |
宝珠砂 |
陶粒砂 |
|
|
每升原砂的粘结剂加入量 (g/L) |
29.90 |
29.90 |
|
|
折合每千克原砂的粘结剂加入量 (g/kg) |
15.00 |
18.61 |
|
|
粘结剂加入量(重量百分数) (%) |
1.50 |
1.86 |
|
|
抗压强度 (Kgf/cm2) |
1小时后 |
24.64 |
8.19 |
|
2小时后 |
26.57 |
10.81 |
|
|
24小时后 |
37.28 |
17.23 |
|
4 常见铸造人工砂的应用情况
从上世纪末本世纪初开始,铸造人工特种砂特别是球形人工砂推广应用取得了十分显著的成效,据粗略统计,目前用量可达到12~15万吨左右。这方面,日本企业和美国企业对人工砂的研制、测试、试验、应用都走在世界的前列。在人工砂的开发方面, 我国有自己的创新成果,那就是开发了熔融风碎砂---宝珠砂。
宝珠砂经洛阳凯林公司从1999年开始在铸造行业进行推广,在2002年左右进入日本,由于其良好的综合性能(与当时的Cerabeads 和太阳珠)和相对的成本优势,得到了很快的推广,并开始由日本销往欧美。在国内由李传栻等铸造专家最早介绍宝珠砂的特点及应用,国内一些日资、韩资及其合资铸造企业铸造厂最早采用宝珠砂,对宝珠砂的推广起到了很好的示范作用,到目前为止,宝珠砂的需求还在迅速增长中。近年来,除宝珠砂外,人造莫来石砂的开发、推广也很迅猛,也在各自不同的领域得到应用。
各种球形人工砂由于较高的耐火度、良好的粒型、很低的热膨胀、接近中性的化学性质等突出优点,几乎可以应用于所有砂型铸造的领域,从潮模砂到各种树脂砂,从普通砂型铸造到消失模、V法,从砂型、砂芯到涂料等,全部或者部分地取代了石英砂、铬铁矿砂等,铸件质量大幅度提高、生产成本明显下降、环境极大改善取得了显著的经济效益和环保效益。
根据日本专家的统计,以宝珠砂为代表熔融风碎法中石墨电极接触熔融法是产量最多的人工砂制造法,现在年产量约10万吨,实际可能超过12万吨。烧结法生产的球形人工砂年产量大约5万吨,包括cerabeads和陶粒砂。而采用火焰熔融法生产的球形人工砂产量较小,年生产量约0.5万吨。以上数字大体上反映了各种人工砂的应用状态,随着在铸造行业的进一步推广和绿色铸造环保铸造的要求越来越强烈,它们的应用会进一步扩大,近十年之内仍然会继续其高速增长的状态。
5 对推广应用人造砂的设想与展望
(1)加快各种人工砂的标准制定和宣贯推广工作,目前这些工作进展明显跟不上实际应用的发展。有些相同的砂子有很多不同的名字,有些厂家片面宣传,误导用户,有些产品多头标准,不利于铸造厂家了解和采购,砂子质量标准混乱,甚至鱼目混珠,铸造厂深受其害。对铸造厂造成困扰,反过来影响人造特种砂的应用。
(2)宝珠砂为代表的熔融风碎陶瓷砂的生产要继续提高生产方式的机械化、高效化和环保化,要保证生产和质量的一致性,进一步研究和应用节能技术。应当利用此种工艺的优势,开发一些性能更优越的特殊产品,如已经开始的加入10%左右锆英粉的锆宝珠砂,凯林公司开发的金砂等,还可以继续开发一些新的耐火材料的熔融风碎产品。
(3)一两年内,各种球形人工砂的应用会逐步出现差异化、专业化,铸造厂逐步了解各种球形人工砂的不同优势,选择更加理性化,人造特种砂生产厂家也要不断调整生产及销售策略。
(4)有必要由特种砂生产企业结合大专院校、科研机构将各种球形人工砂的各种性能尤其是热性能进行更全面深入的研究,提供继续改进的机会,同时最好能够应用到各种铸造工艺辅助设计软件中,更好促进特种人造砂的应用。
(5)关于球形人工砂的性能的测试,包括粒型(角形系数的替代指标)、抗破碎性、高温性能等,需要尽快统一和积极推行。
参考文献:
[1] 黄天佑.铸造手册:造型材料[M].北京:机械工业出版社,2012.
[2] 李传栻.硅砂替代材料的应用与发展(下)[J]. 金属加工(热加工),2011(21):60-64.